赶紧收藏起来,关于量块的检定方法
2018-08-28
作者:
浏览数:3097
1 量块的介绍
量块是一中高精度端面量具, 它目前是机械制造中最基本的实物量具, 它的特点是高稳定性与高精确度。它主要用于长度量值的传递, 一些卡尺千分尺等尺类量具的校准, 也用于量块从高精度向低精度的检定。现在我们所使用最多的量块有钢制量块和陶瓷量块。钢制量块材质坚硬, 不易破损, 而陶瓷量块则更加稳定, 在检定过程中温度变化对其影响较小。量块根据实测长度与标称长度偏差的大小, 分为4个级, 其中包括K级、0级、1级和2级, 根基量块实测长度与其真实长度偏差程度又分为1等、2等、3等、4等和5等。
2 量块的检定方法2.1 中心长度的检测
在实验室中, 用电脑量块比较仪检定定量块时, 我们采用的是比较测量法, 即用标准的量块与被检定的量块相互比较, 由电脑量块比较仪中读取其差值。下面就以我院所使用的电脑量块比较仪为标准器介绍下量块的检定方法。
在我们测量量块长度之前, 首先应该让量块在电脑量块比较仪上先等温足够长的时间, 使标准量块、被测量量块以及仪器和周围的空气耳朵温度达到一致。然后将中心长度为L的标准量块放在、电脑量块比较仪的陶瓷工作台上, 侧头对准标准量块的中心, 拨动数次拨叉, 等读数稳定后清零, 再把被测量块放在工作台上, 侧头对准中心拨动数次拨叉, 等读数稳定后读取的数据即为中心长度偏差。长度变动量:测量量块测量面中心与四角位置的长度之差, 即为变动量。
2.2 平面度和研合性的检定
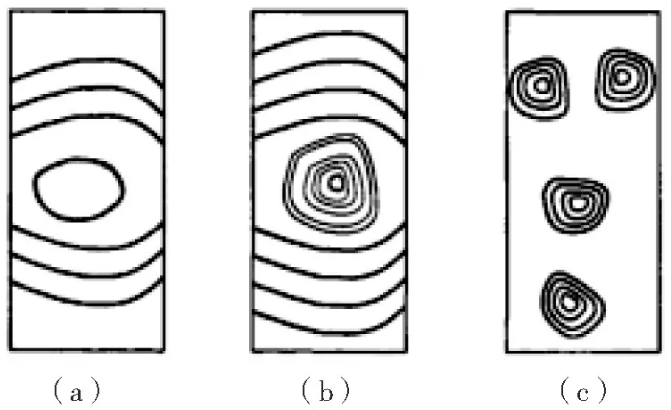
(1) 图1 (a) 所示的平面度为合格, 图1 (b) 所示的平面度为超差
(2) 如果平面平晶与量块接触面的中心区域为黄色, 则接触面为凸, 另一面是凹的, 如中心区域为蓝色, 则接触面为凹, 另一面是凸的。
(3) 当平面平晶与量块接触面之间出现的干涉条纹如图1 (c) 所示时 (一般5mm一下量块出现此种情况) , 说明此量块已经变形。
图1
2.3 量块的稳定度判定
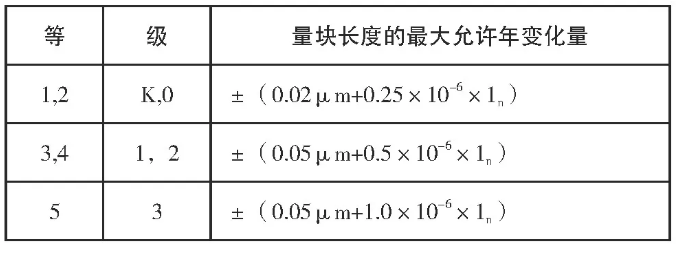
量块在不受异常温度、振动、冲击、磁场或机械力影响的环境下, 量块的等级判定依据就是量块的稳定度。根据规程, 量块的年变化量体现了该量块的稳定度, 并对年变化量做了一定的要求。量块长度的最大允许年变化量不超过下面的允许值。
表1 量块长度的最大允许年变化量

量块长度的稳定度用年变化量lA表示
式中:l2——被测量块考察期间测得的最大长度
l1——被测量块考察期间测得的最小长度
Y——以年为单位的考察期限。
Y>4时, 用lA于上表规定比较, 确定该量块属于某一等、级。稳定度超差的应降低等、级或作废。
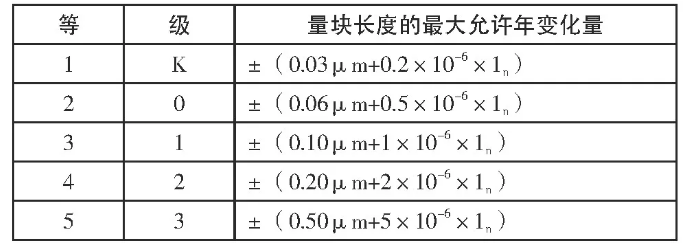
Y≤4时, 考虑到lA的测量不确定度, 只取一个周期间隔的2次测量结果计算lA。lA应符合下表的规定, 超出允许值的量块应该依据超出部分的大小采取减小有限期、封存、报废方式处理。
3等及以下量块可以都采用lA应符合下表的规定进行稳定性判定。
3 量块检定中遇到的问题
表2 1个周期间隔时计算出lA的最大允许值
3.1 量块变形的问题
在检定过程当中, 对企事业单位送检的量块, 由于清洗不当、使用不当, 经常会产生量块的变形问题, 虽然一定范围内弯曲是允许的, 但是如果处理不当, 就会给测量结果造成影响, 出现粗大误差。在实际工作当中, 发现了一种快速准确判断变形的方法, 可以通过检定时候拨叉敲定的声音来判断。
通过仔细听拨叉敲打量块的声音, 我们可以判断出量块是否有变形的存在, 当然这需要长期检定的经验。如果每块量块在与测头接触时, 发出的声音基本上一直, 说明没有变形, 若出现异常的声音, 说明量块有弯曲的情况存在, 但是有异常的声音也不一定就是有弯曲的现象, 杂质、变形等情况也会产生不一样的声音。
在对薄量块进行检定时, 怎样才能减小和消除因为变形产生的量块变成量的影响。首先, 先将量块放在工作台上做好各项准备, 对量块进行第一次测量, 得到一个数据, 然后在其他条件不发生改变的情况下, 把被测量块翻面, 再次进行测量, 得到一个数据, 比较两次检测的结果, 如果存在一定差值, 就说明量块有变形情况, 而且对测量结果有影响。当该差值大于次量块精度的 (1/3-1/10) 时, 这个影响量就不能忽略不计了。
我们在实际的工作中, 如果量块发生变形, 我们就要采取一定的措施来纠正结果, 对于低精度的量块而言, 如果翻面前后的差值小于该精度要求的1/5, 则可以忽略不计。如果差值大于1/5而小于精度要求时, 则测量结果无效, 应考虑选择其他高等级或者其他没有变形的量块重新进行检定并且替代。
3.2 工作台缺陷给检定造成的影响
接触式干涉仪在检测量块时一般配的是带筋工作台或者是球筋工作台。检定量块中心长度, 先要用平晶检其研合性, 具体操作如下:对上工作面研合, 如果看到量块的干涉条纹从两端向内弯曲, 说明量块中间接触平晶, 当研合下工作面时, 则产生相反的情况, 即两端接触平晶 (所有情况只能是微量变形, 其研合性必须符合该等量块的研合性要求) , 则说明该量块整体呈凸形, 出现弯曲变形。正常检定量块时, 量块上下工作面接触测头, 下工作面接触工作台, 而量块弯曲变形呈凸行时需要把下工作面接触测头, 进行检定。在检定过程中, 我们采取的是10mm以上量块用带筋工作台, 10mm以下的量块用球筋工作台, 就是因为小的量块容易产生形变, 球筋工作台的测量是点对点的测量, 能够消除一部分因为形变产生的误差, 而在检定大的量块时, 不考虑量块的形变问题, 而且大的量块在带筋工作台上更加容易摆放。
带筋工作台与量块是线的接触, 对于大于10mm的量块来说比较容易稳定的放置, 而球筋工作台与量块是点的接触, 所以更适合于小的量块。当检定3mm以下时, 由于被测件可能被弯曲, 所以我们一般用球筋工作台。带筋工作台中间筋比其他筋高出 (0.3-0.6) μm, 且左右两边等高差应不大于0.1μm, 球筋工作台测头应高出筋条 (2-3) μm。
在我们实际工作当中, 无论是使用带筋工作台或者球筋工作台, 长时间的工作都会对工作台产生变形。当带筋工作台的中间筋低于0.3时, 我们在检定量块时产生重复性相差很大的情况, 测量所得的数据不能反映出量块的实际长度。在遇到这种情况时, 我们需将工作台送到厂家修理以达到工作台要求。当球筋工作台的红宝石球筋低于2μm时, 我们需请厂家对工作台进行修理, 使球筋达到要求。
3.3 量块支承位置问题
量块检测中, 特别是大量快, 支承位置应该严格按照艾利点的位置要求, 即0.211l处 (l为量块标称长度) , 支撑面的宽度在考虑对量块的保护及支撑力下, 应尽可能的窄, 一般大量块上面都有艾力点的刻线, 而我们实际采用的支承工具, 一般都是可调节型, 以满足不同长度量块检测的需要。但是我们检测人员在检测不同尺寸量块, 特别是量块的标称长度相差不大时, 经常会忽略量块的放置位置, 殊不知不同的支撑点会对结果产生影响。
在重力的影响下, 量块会产生垂直于轴线方向的弯曲变形, 这种现象在材料力学中θ称为挠曲, 挠曲状态和水平状态的夹角称为挠角, 其大小可用式 (1) 表示:
其中:q-量块沿轴线方向单位长度的重量;
E-量块材料的弹性模量;
J-量块横截面面对中心轴的惯性矩;
S-量块工作面距支撑位置的距离。
理想状态下, θ=0, 此时s=0.211l, 由于弯曲变形的存在, 改变了量块两个测量面之间固有的平行状态, 也就使得长度变动量受到一定的影响, 这个影响量就是挠角的偏移量δ, 考虑左右两测量面的对称影响, 则长度变动量的影响可表示为2δ=2hθ, θ值越大, 则δ越大。
在量块检测中, 应该严格按照艾力线的位置支承量块, 不能改变支承位置, 减少人为误差。